
Materijali:
- čelična ploča 15-20 mm ili deblja;
- vijci M14-M20 – 2 kom.;
- nepotrebnu ili slomljenu bušilicu za metal.
Proces proizvodnje stroja
Morate izrezati 2 identične praznine iz dostupne čelične ploče. Njihovi parametri se odabiru ovisno o širini dijelova čeličnog lima koji će se bušiti. Ako su to samo pruge, tada je dovoljna prazna veličina 10x20 cm.

Kutovi ploča izbušeni su s točnom simetrijom, važno je da se rupe na oba obratka podudaraju.

Prvo se koristi tanko svrdlo, a zatim veće, jer je bušenje tako debelog čelika u jednom prolazu teško i dugotrajno.


U jednoj od ploča izrezan je navoj za pripremljene vijke.

Radni komad s navojem izbušen je u sredini istom bušilicom koja je prethodno korištena. Naprotiv, u drugoj ploči napravljena je slijepa rupa. Trebao bi biti malo veći u promjeru od poprečnog presjeka matrice koja će se koristiti.


Zatim se uzme svrdlo kojim je izbušena slijepa rupa i na njegovom dršku se napravi utor dužine 10-15 mm u obliku željenog pečata.


Ovo će biti radni alat koji izravno probija metal. Zatim se svrdlo izreže malo ispod utora.



Žig se umetne u slijepu rupu. Nakon toga se ploče spajaju i pričvršćuju s parom vijaka. Sada, prilikom postavljanja praznina između njih ispod pečata i zatezanja vijaka, stroj će ih moći probušiti.
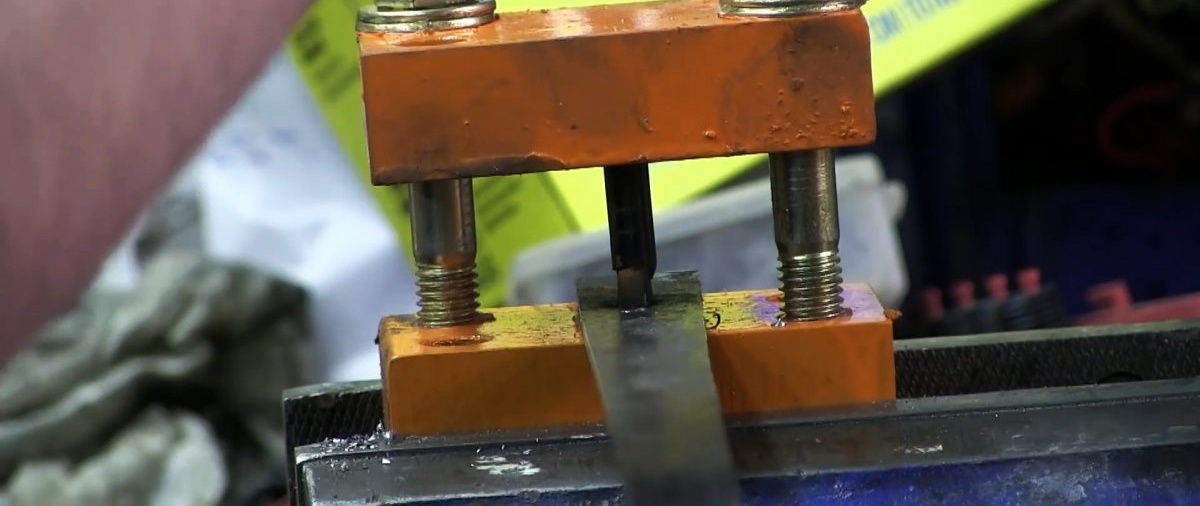
Ako morate probušiti debeli čelik, tada se u prešu uvrću još 2 vijka kako bi se rasporedilo opterećenje i ne slomili navoji u donjoj ploči. Zajedno će stvoriti teret od više tona i progurati gotovo sve, pogotovo ako stavite dugačku polugu na ključ. U budućnosti, preša sa uklonjenim žigom može se koristiti i za kompresiju dijelova tijekom lijepljenja, prilikom popravka slomljenih komora i rješavanja drugih problema gdje je potrebno osigurati snažnu kompresiju.













